 中文
中文 English
English

新闻资讯News
热门关键词Keywords
联系我们Contact Us
宁波宇信金属制品有限公司
手 机:18968394899
电 话:0574-87727344
传 真:0574-89259368
网 址:www.yuxinmade.com
地 址:宁波市镇海区庄市街道光明路289号

- 产品概述
- 性能特点
- 技术参数
聚焦点前的光线规格有一定区别。入射角束的直徑越大,聚焦点光点的直徑越小。以便降低因聚焦点前光线规格转变产生的聚焦点光点规格的转变,世界各国光纤激光切割系统软件的生产商出示了一些专用型的设备供客户采用:
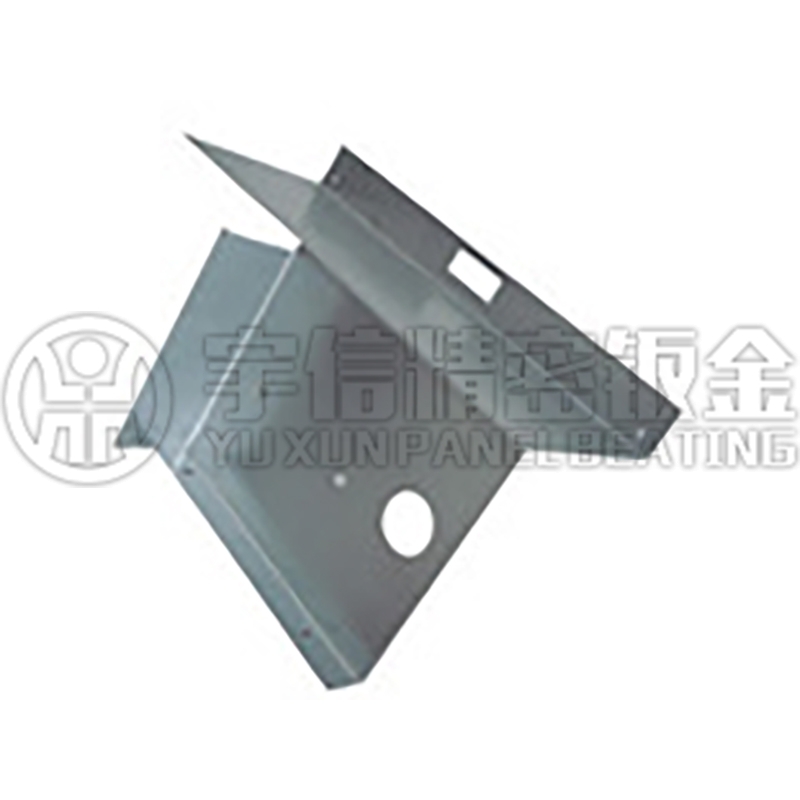
(1)平行光管。专业切割铝管它是一种常见的方式 ,即在CO2激光发生器的輸出端加一平行光管开展扩束镜解决,精密切割铝管扩束镜后的光线直徑增大,散发角缩小,使在激光切割工作中范畴内近端和远侧聚焦点前光线规格贴近一致。
(2)在激光切割头顶提升一单独的挪动镜片的下轴,它与操纵喷头到原材料表层间距(standoff)的Z轴是2个互不相关的一部分。当数控机床上的工作台面挪动或直线光轴挪动时,光线从近端到远侧F轴也另外挪动,使光线聚焦点后光点直徑在全部生产加工地区内保持一致。
(3)操纵聚光镜(一般为金属材料反射面聚焦点系统软件)的压力。若聚焦点前光线规格缩小而使聚焦点光点直徑增大时,自动控制系统压力更改聚焦点折射率使聚焦点光点直徑缩小。
(4)航行激光光路自动切割机上提升x、y方位的赔偿激光光路系统软件。即当激光切割远侧光程提升时使赔偿激光光路减少;相反当激光切割近端光程减少时,使赔偿激光光路提升,以维持光程长短一致。

最近浏览:
相关产品
相关新闻
- 18968394899
- 0574-87727344
- 浙江省宁波市镇海区庄市街道光明路289号
- 宁波市镇海区庄市街道光明路289号


